1 ����
���b�Cе���¿��Է֞���ʽ���b�C�c��ʽ���b�C���������b�C������ʽ���b������Ҫ����������������Ҫ�r�o��һ���ęCе���ñ����ɰ��b��������ʽ���b�Cһ�㶼���ЃɷN���b���ܣ��C���\�D(zhu��n)�r�����ķN���b��ʽȡ�Q�ڰ��bĤ�Ϸ����й��(bi��o)߀�Ǜ]�й��(bi��o)�ġ��]�й��(bi��o)�İ��bĤֻ��M�����ЙC��(g��u)���ٶ���ͬ���ɣ������ù��(bi��o)���У��t��ͨ�^���(bi��o)��λ���F(xi��n)���b�����գ���һ�����ķ�CA100
�ŷ��(q��)�������|�������O(sh��)Ӌ������ȫ�ԄӰ��b�C����ϵ�y(t��ng)�ɹ���(y��ng)�����㽭ij�Cе�S���\�з�(w��n)�������a(ch��n)Ч�ʸߡ�
2 ��ˇ����
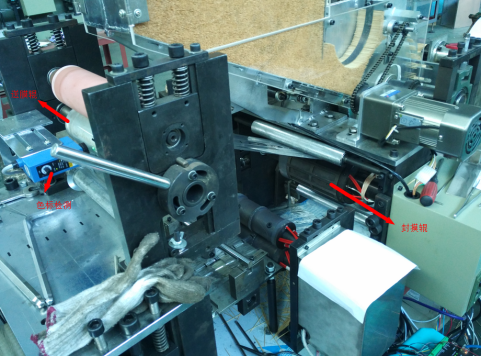
�������b�C��Ҫ����Ĥ�b�á������b�á���Ĥ�b���Լ��и��b�Ø�(g��u)�ɡ�������Ĥ���O(sh��)���ǰ�����һ���֣�����Ĥ݁����Ĥ�S�M�ɣ���Ҫؓ(f��)؟(z��)�����ɌӰ��bĤƽ���������������Ĥ̎�����c�����b���́�������һ��M���ϡ��S���������и��b���M(j��n)�зְ��и����������Ʒ�^(q��)���������b�Ĺ�ˇ������D1��ʾ��
�������b�C������D2��ʾ��Ĥͨ�^��Ĥ�S������Ĥ݁���D(zhu��n)�����Ĥ݁�У��ڳ�ʼλ����һ��ɫ��(bi��o)����������ͨ�^�c��ɫ��(bi��o)�^(q��)����^��z�y�ض�ɫ��(bi��o)�����w�ϵİ��c��ɫ��(bi��o)���������H��һ�N�����b�ã���Դ��ֱ��Ŀ��(bi��o)���w���b�����������c���w���J�Ƿ����b����ֻ�z�y����Ŀ��(bi��o)���w��ɢ��⣬�Ķ����������ֱ�ӽ��շ���⣬���ҿ�ʹ�����۽���խ�����У���Ĥ݁����Ĥ݁��ͬ�����B����Ĥ݁���е�݁��ͬ�����B���Ķ������������O(sh��)���\�е��^�̡�
3 ����ϵ�y(t��ng)ԭ�����ܘ�(g��u)
�����ԄӰ��b�C����ϵ�y(t��ng)���w�Y(ji��)��(g��u)��D3��ʾ��

ϵ�y(t��ng)�ɂ��y(t��ng)����λ�C�Y(ji��)��(g��u)�M�ɣ���λ�C��EM1-070Eϵ���|���������˙C�����M(j��n)���O(sh��)�����������(sh��)�O(sh��)�����@ʾ�ȹ��ܡ���λ�C��һ�_�\�ӿ�����������Ԅ��\���^������Ĥ�S�ͷ�Ĥ�S�Ķ�λ���ơ���(zh��)�ЙC��(g��u)��CA100ϵ���ŷ�ϵ�y(t��ng)��ɡ�
���b�C�ЃɷN����ģʽ����Ĥ�й��(bi��o)�͟o���(bi��o)���o���(bi��o)��r�£��ɂ��ŷ��gֻ��Ҫ�M(j��n)�к��ε��ٶ�ͬ����ʹ����Ĥ݁�ͷ�Ĥ݁�ھ��ٶ���һ�£����C����Ĥ���\���^���и������ٶ���ͬ���ɡ����й��(bi��o)ģʽ�£���Ĥ��λ�ñ�횇�(y��n)���cɫ��(bi��o)��λ���غϣ��@����Ҫ��Ĥ�S�ͷ�Ĥ�S����֮�g����λ��݆�P(gu��n)ϵ������Ĥ�S��ɫ��(bi��o)�͵���Ĥ݁̎����Ĥ�ķ��Ҳ��Ҫͬһ�r�g���_(d��)��ͬ��λ�ã�����֮�g���һ���w���C��(g��u)�������^�����\�ӿ����������ŷ���ɡ�
4 ϵ�y(t��ng)Ӳ�����{(di��o)ԇ
�����ԄӰ��b�C����ϵ�y(t��ng)��Ӳ��������Ҫ�����ŷ�ϵ�y(t��ng)���\�ӿ��������|�����@�ײ��֣������������O(sh��)���\���^��������Ҫ��߀���ŷ�ϵ�y(t��ng)�����Q���˿���ϵ�y(t��ng)�����w��λ�����Լ�푑�(y��ng)�ԡ�
4.1 �ŷ�ϵ�y(t��ng)������(sh��)�O(sh��)��
�ŷ�ϵ�y(t��ng)��Ҫ��������Ĥ�ŷ��ͷ�Ĥ�ŷ��������O(sh��)Ӌ����Ĥ�ŷ��x����CA100-T3R0APϵ�У���Ĥ�ŷ���CA100-T4R5AP����Ҫ����(sh��)���±���ʾ��
4.2 ���C�{(di��o)ԇ
���C�{(di��o)ԇ��yԇϵ�y(t��ng)�����w�����Ƿ��ܝM�㌍�H���a(ch��n)�ĸ��Ҫ�����C�{(di��o)ԇ��Ҫע�������}��
��1���й��(bi��o)ģʽ�£��O(sh��)�䆢��ǰ��횻��㡣
��2�� ����������λӋ�M(j��n)���Ԅӕr�ٶ��{(di��o)��(ji��)���{(di��o)ԇ�r�_�CǰՈ�_�J(r��n)�ٶ��Ǻ�����
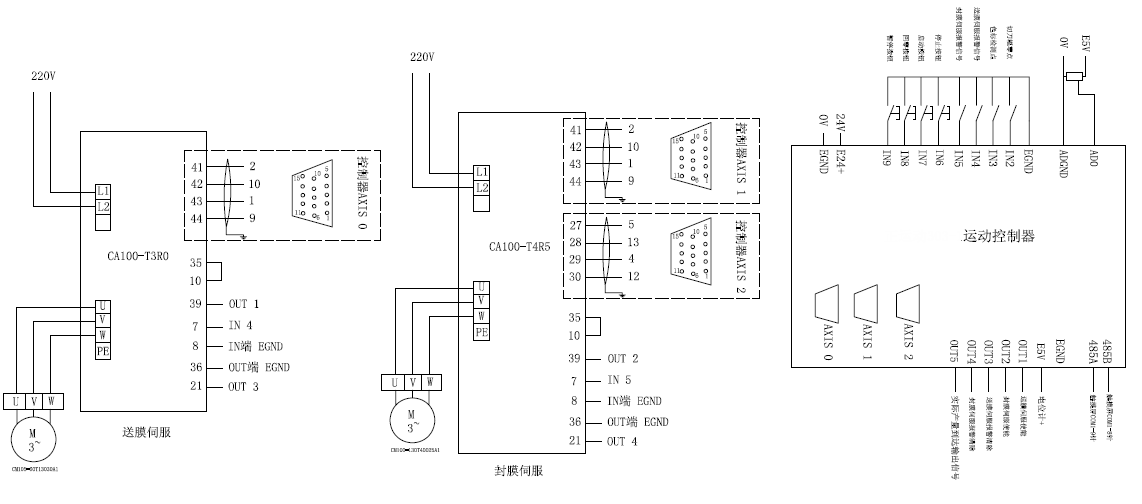
4.3 ϵ�y(t��ng)늚�D
�����ԄӰ��b�C����ϵ�y(t��ng)��늚�D��D4��ʾ��
5 ϵ�y(t��ng)ܛ���O(sh��)Ӌ
5.1 ��λ�Cܛ���O(sh��)Ӌ
HMI��������D5��ʾ�����M(j��n)�Юa(ch��n)�����O(sh��)�������@ʾ�O(sh��)��Į�(d��ng)ǰ�\�е��ٶȡ��a(ch��n)�ܡ��a(ch��n)�����Cе�͈�B(t��i)����Ϣ�������˙C��������˃ɼ��Ñ����քe�ṩ�o�K���Ñ����O(sh��)��S�ң����߸����и��Եĵ��ID���ܴa�����ض��Ľ����У���ͬ���e���Ñ����в�ͬ��(qu��n)�ą���(sh��)�O(sh��)�á�
��D6��ʾ����(sh��)�O(sh��)�����棬�����Ñ����Ɍ��Cе�����b����(sh��)�M(j��n)���O(sh��)�����M�������b�Ĉ��ϡ��O(sh��)����\�з�ʽ��������Z�Ծ������ڴ˽������M(j��n)���ġ�


����(sh��)�O(sh��)�ý���
5.2 ��λ�Cܛ���O(sh��)Ӌ
��λ�Cܛ����Ҫ���\�ӿ������ij����O(sh��)Ӌ����Ҫ����ɫ��(bi��o)�z�y�mƫ��ɫ��(bi��o)�ڛ]��ƫ�x����Ĥ�ͷ�Ĥ���S�����݆�������֡�
���ڙCе�Լ�ɫ��(bi��o)��Ϳ���`��O(sh��)���\���^����ɫ��(bi��o)�c��Ĥλ�Õ����F(xi��n)ƫ����ˮa(ch��n)Ʒ���|(zh��)������˱���M(j��n)�мmƫ�������O(sh��)Ӌ�Ŀ���ϵ�y(t��ng)��������Ĥ��ʼ�˵�ɫ��(bi��o)�������z�y��ɫ��(bi��o)����(sh��)Ӌ���Ĥ�����ߵľ��x���c��Ĥ늙C���a�������ص��}�_������ľ��x�M(j��n)�б��^���ó���ƫ����݆�������M(j��n)���a����ʹ��ɫ��(bi��o)�c��Ĥλ��ʼ�K������ͬһλ�ú����`���֮��(n��i)�����C�˳�Ʒ���|(zh��)����
�����(n��i)ɫ��(bi��o)��(n��i)�ڛ]���ܣ�����Ч������bĤ��Ⱦ��ɫ��(bi��o)�eӡ������Ĺ���`����������������ϵ�y(t��ng)�ķ�(w��n)���ԡ�������ɫ��(bi��o)ƫ�xɫ��(bi��o)�������z�y�����r��ϵ�y(t��ng)���Ԅ�ͣ�C����֪�����T��
6 �Y(ji��)���Z
���Ļ����ķ�늚�C늮a(ch��n)Ʒ���O(sh��)Ӌ�������ԄӰ��b�C����ϵ�y(t��ng)���^�õĽ�Q�˂��y(t��ng)���ֹ��������b��Ч�ʵ͡��ɱ��ߵĆ��}�������(n��i)������ɫ��(bi��o)�mƫ�㷨��݆���ƣ���Q�����a(ch��n)�^����ɫ��(bi��o)ƫ�x��λ�ò���(zh��n)�Ć��}�������ķ�CA100ϵ���ŷ���EM1ϵ���|���������ܷ�(w��n)���������Ժá��������㡣ϵ�y(t��ng)��(w��n)���ɿ������a(ch��n)Ч�ʸߣ��M�㌍�H���a(ch��n)���õ�����K�͑����J(r��n)�ɡ�