�ķ����خaƷ���Ԅӌ��ۿp߅�C�ϵđ���
ժҪ���p߅�C�Ǽ����Cе�е�һ�N�O�䣬��ͨ�^�����ό��ۺ����ÿp�x�C�������M�пp�ϡ����y�p߅�C���ϡ����۲��������˹���ɣ����H���aЧ�ʵͣ����ҳɱ��^�ߡ��������ķ�PLC���ŷ�ϵ�y��׃�l����ƽ�_���OӋ��һ�����Ԅӌ��ۿp߅�C����ϵ�y��ϵ�y�܉��Ԅ�������ϡ���߅���p�x���ղ��ȹ���
�P�I�~���p߅�C��PLC���ŷ���HMI��׃�l��
һ������
������������ИI�lչѸ�٣��p߅�C���鼏���Cе�е�һ�N����ͨ�^�������\�͌��ۺ����ÿp�x�C�������M�пp�ϡ�����������aЧ�ʣ��Ԅӌ��ۿp߅�C���\������Ȼ���S���Ԅӌ��ۿp߅�C�ڿ����\���^���Е����F��ᘡ���ᘡ��l���ྀ��һϵ�І��}���������OӋ�����Ӻ������Ԅӌ��ۿp߅�C����ϵ�y�ͺ��б�Ҫ�ˡ������ęCеʽ��݁呙C�����O�䣬�������ڙCе�ɱ��ߡ�ͨ���Բ�{�����`��˙C�������һϵ�І��}���@����Ҫ�_�l����������݁呙C���ϙCе�ֿ���ϵ�y������ߙCеЧ�ʡ����ư�ȫ��r�������O��ͨ���ԡ���ˣ��҂��OӋ��һ�����ķ�PLC���ŷ��ϵ�y��׃�l�����Ԅӌ��ۿp߅�C����ϵ�y��ԓϵ�y�ɹ��������㽭ij�����Cе�S�����^���µ��\�Мyԇ��ϵ�y�\�з��������aЧ�ʸߣ��õ��͑����J�ɺͺ��u��
������ˇ����
�p�x�Cԭ����D1��ʾ����Ҫ��ᘲ��ִ��^���������۾��ڼ��^�ĺ��棬��������ᘵ�β�ˡ�ᘹ̶���ᘗU�ϣ�ᘗU��늙Cͨ�^һϵ�е��X݆��݆�����������\�ӡ���ᘵļ�˴��^����r������һ������һ������һ��С��Ȧ�����������һ���b�Õ�ץס�@����Ȧ��Ȼ�����ס��һ��������ͬһ��������һ����Ȧ��
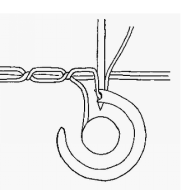
�D1 �p�xԭ��D
�p�x�C�ľ��E�����澀�����ɸ��p�x���ڿp���ϡ��������Ҏ�ɽ�����һ�𣬿p�x���Ľ����c̎�ڿp�����g���ľ��E�ęM�����Ͽ��������Ѓɰ��i��B����һ���iסһ�ӣ���˷Q�顰�p���B�iʽ���E����
���Cᘏ����λ���_ʼ�����r���Ͳ���ͬ���_ʼ�Ͳ����C����½ӽ��p�ϕr���Ͳ��Y������D2��ʾ���S��C������澀�^�m�½������^�p�Ͻ��͵����λ�r���澀��ᘿ����µ�������ᘗU�c�p�ϵĔD��������ᘿ��Ϸ��o�NᘗU���o���[���^�����h�D����������r�������Uֹͣݔ���澀��Ѹ�������ջ��澀��ʹ���h���ٿsС������ס�����ڊA�����������U�������Ĺ�ͬ�������£��澀�ѵ������p�����g���վo���@�������ľ��E�γ��ˡ�
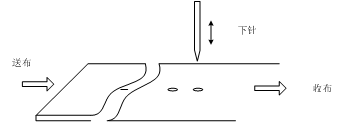
�D2 �p�x�����^��
�Ԅӌ��ۿp߅�C���w�Y����D3��ʾ���������Ͳ�݁�\�������ۙC��̎����һ���K��IJ����M�Ќ���֮�������p�x�C̎����Ҫ�p�a��߅��̎�M�п��ٿp�a������݁���p�x�IJ�����ǰ���ӵ����ã����Ͻ��^�p�a���Ʌ����[�U���R��䁯B�[������K����ƽ�_�ϡ�
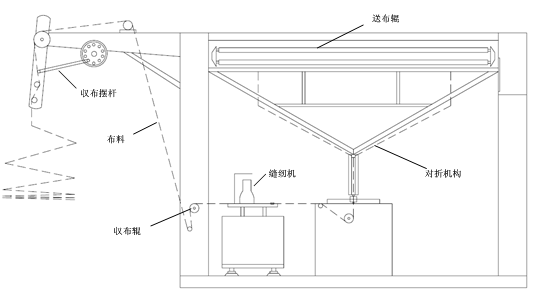
�D3 ��ˇԭ��D
����ϵ�y�ܘ�
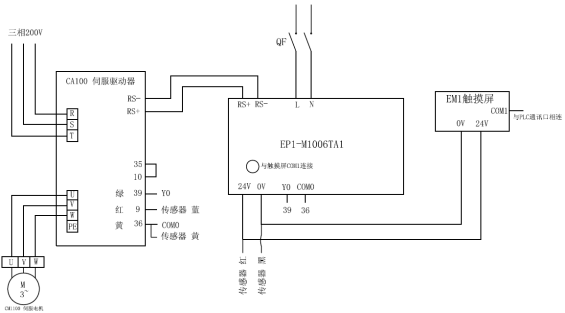
�������еĿ���ϵ�y������EM1ϵ��HMI���F�˙C���������ϡ��p�x�C���ղ�늙C�Ŀ��Ʋ���E550ϵ��׃�l�������ղ�݁���әC������CA100�ŷ�ϵ�y��EP1ϵ��PLC��������ˇ�^���M�м��п��ơ���������ԭ��飺HMI����\�Ѕ������O�ú��@ʾ��PLCͨ�^ͨӍ�x��CA100�ŷ�ϵ�y�ăȲ�λ�Å������ŷ�ϵ�y�����ⲿ�p�x�C�˵Ľӽ��_�P��̖������늙C���F�Ȳ�λ�õķ������ߣ���������݁�������ߡ�
ϵ�y������D4��ʾ��

�D4 ����ϵ�y�Y������
�ġ�ϵ�y�{ԇ
�Ԅӌ��ۿp߅�C����ϵ�y�{ԇ��Ҫ�֞��ŷ�ϵ�y�{ԇ��PLC�����{ԇ�����C�{ԇ�@�ײ��֡�
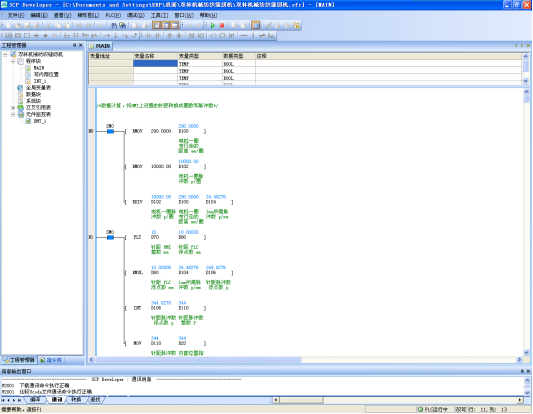
4.1 ϵ�y늚�D
�Ԅӌ��ۿp߅�C�IJ��ֵ�늚�D����D5��ʾ��
�D5 ϵ�y늚�D��
4.2 �ŷ����������{ԇ
ϵ�y�{ԇ����Ҫ�M�е����ŷ������{ԇ��ʹ�ŷ��Ĺ��ܺ������_��ϵ�y��Ҫ���ŷ������{ԇ����Ҫ�������±���ʾ��
��1 �ŷ������{ԇ���������֣���
|
���ܴa
|
���Q
|
����ֵ
|
�f��
|
|
Pn007
|
���Ʒ�ʽ
|
3
|
λ�ÿ���ģʽ
|
|
Pn019
|
DI����ݔ��V���r�g
|
1
|
��λ ms
|
|
Pn042
|
�ŷ��S��ַ
|
1
|
�O���ŷ���վ��ַ
|
|
Pn043
|
RS485ͨ������
|
0003
|
1-8-1�o� ModbusRTU
|
|
Pn021
|
DO1����
|
5
|
����
|
|
Pn022
|
DO2����
|
2
|
�ŷ���
|
|
Pn205
|
�ٶȻ�·����
|
11
|
�����F����r�{��
|
|
Pn206
|
�ٶȻ�·�e�֕r�g
|
5
|
�����F����r�{��
|
4.3 PLC�����{ԇ
�ķ�EP1ϵ��PLC����ܛ�������ھ��O�غ��Ĺ��ܣ����Է���ıO��PLC�����\�Р�B������ʹ�������{ԇ�^���г��m�ă���PLC�����F�����Ĺ�ˇ���̿��ơ�EP1ϵ��PLC�ṩ��2·ͨӍ�ӿڣ������ھ��O��PLC����ͬ�r�B��HMI������ֱ�^�ıO��HMI�cPLC֮�g��ͨ�ţ����ڰl�F����}���p���˶��C�{�r���׳��F�ļ����Ԇ��}��
�D6 EP1ϵ��PLC�ھ��O�؈D
4.4�˙C��������
HMI��������D7��ʾ�����M���ŷ�ʹ�ܿ����Լ�ᘾ༰�ŷ��ٶȵ��O�����@ʾ�O��Į�ǰ������B�͈�B����Ϣ��
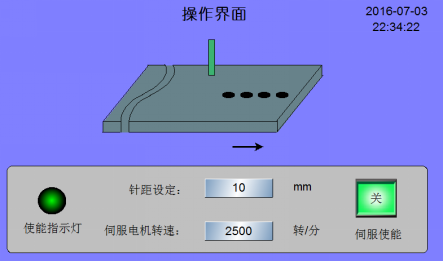
�D7 HMI������
4.5 ���C�{ԇ
���C�{ԇ��Ҫע�������}��
��1����횱��C�����ۯB������߅ƽ�R��ņ��ӿp�x�C��
��2�����{���p�x�C�ٶ�ǰ����회��Ͳ��C�����ٶ��{����һ�����m�ķ��������C�Ͳ�������֮�g��̎�ڿ�ֱ��B��
��3�������C����׃�l���l�ʿ��m�����Ͳ��ĵ�Щ�����C���ŷ����Ƶą���݁��������
�塢�Y���Z
�����ķ�늚�C늮aƷ���OӋ���Ԅӌ��ۿp߅�C����ϵ�y���^�õĽ�Q�˂��y���ۿp߅�C�˹��Ͳ���Ч�ʵ͡��ɱ��ߡ����ٕr��ᘡ��ྀ�Ȇ��}��ϵ�y����ȫ���ķ����خaƷ������HMI��PLC���ŷ���׃�l�������C�˸��aƷ�g���õļ����͡����^���µĬF��ʹ�Üyԇ��ϵ�y���ܷ����ɿ������aЧ���@����ߣ��M�����Ñ��Č��H���a����